Winding supports made of Ultramid PA66-GF35 are used in vehicle engineering.
Output
- Cycle time:
- 24 sec
- Mould design:
- quadruple
- Annual production:
- 3 million
3-shift operation, 250 working days p.a., 85% availability
Brief description
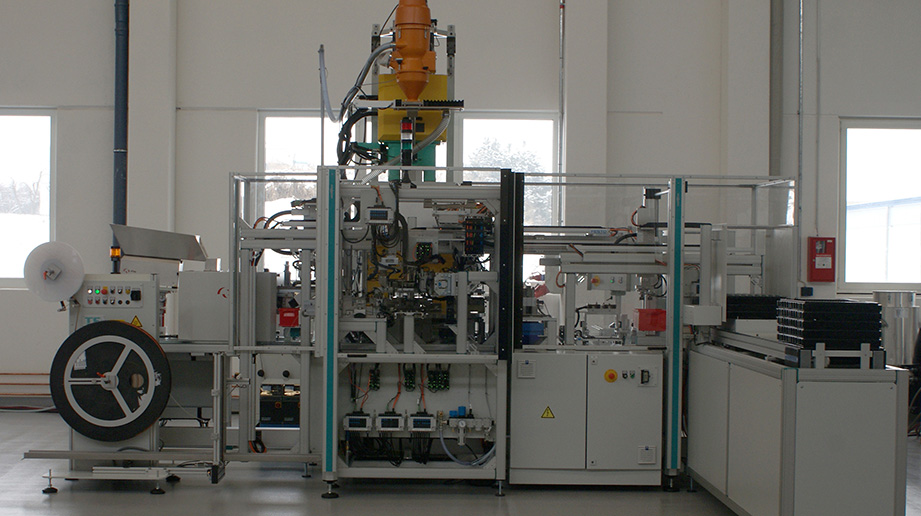
The fully automatic workpiece-holder changer is used for the production of winding supports in 2 different variants, which are used in automotive engineering.
In the course of the plant process, 4 contacts get separated from a pre-punched strip during the die-cutting process and inserted in the first station into a workpiece holder with open slide valves. After the contacts have been fitted into the workpiece-holder's cavities, the slide valves on the holder are closed.
In the second station, the metal washers, which have previously been sorted, fed in and rotationally oriented, are inserted into the receptacles of the closed workpiece-holder slide valves.
In the third station, an inspection mechanism checks that the washers have all been inserted and positioned correctly and checks the temperature of the workpiece holders. The workpiece holder then gets drawn in by a servo-electric slide-in/out module inside the injection-moulding station and the inserts get moulded. After the moulding process, the workpiece holder gets pushed back out of the injection-moulding tool.
In the fourth station, the winding supports get removed from the mould, the sprue separated, connecting bars on the contacts cut off and the injection-moulded parts transferred to a turning station. Here the winding supports are tilted through 90° for orderly packaging and then placed into stackable deep-drawn trays in a pallet-exchange system. This pallet-exchange system enables plant autonomy of around 14 operating hours.