Housing for lambda sensors in 2 variants made of PBT-GF30
Output
- Cycle time:
- 22 sec.
- Mould design:
- quadruple
- Annual production:
- 3,3 Mio
3-shift operation, 250 working days p.a., 85% availability
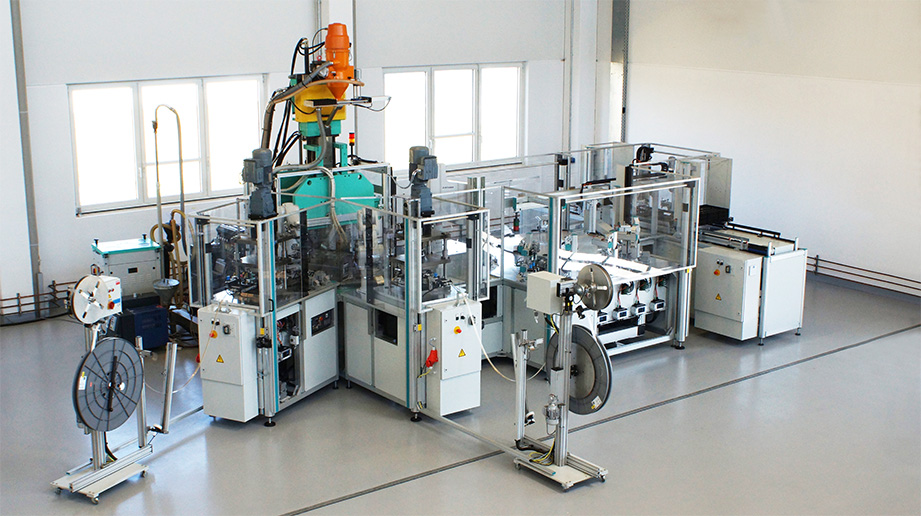
Brief description
The fully automated rotary indexing table system is used for producing housing units for lambda sensors in 2 different variants. From two pre-punched strips the system separates contact groups into two bending and cutting tools. These are then laid by two 6-axis robots into the bottom of the injection-mould assembly. In the injection-moulding station the system then injection-moulds around the individual contacts. After the injection-moulding, the ejected housing units are taken out of the bottom of the mould assembly by a Scara robot and transferred to the rotary indexing table.
- Complete reproduction of the mould contours
- Full presence of all snap-fit hooks and ridges on the housing unit
- Full presence and correct length of all inlaid contacts
- Resistance test at the contacts
- Electrical high-voltage test at the contacts
Good parts are then selectively marked by a hot-embossing stamp and placed in a stackable deep-drawn tray. A pallet-exchange system for stackable deep-drawn trays enables plant autonomy of around 2 operating hours.